
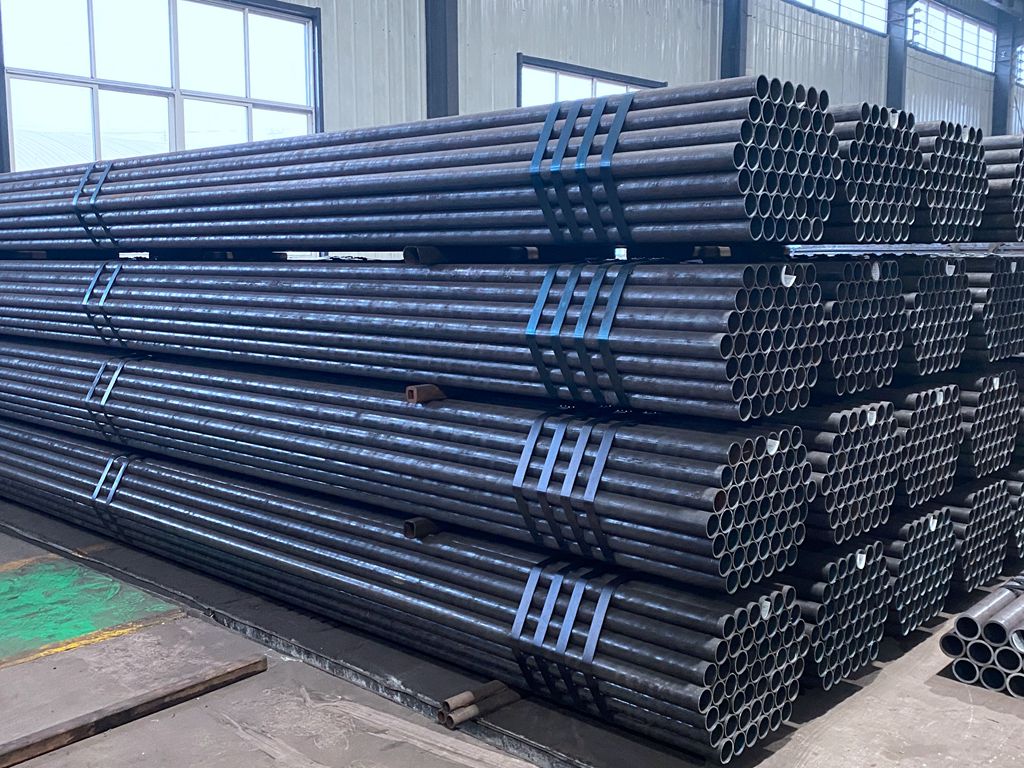
ASTM A53 Steel Pipe
- Sizes Range: OD, 10-168mm; W.T, 2-12mm; Length, 2m-12m or as required
- Schedules: S/10, S/20, S/40, STD, S/60, S/80, XH, S/100, S/120, S/140, S/160 and XXH
- Steel Grades: ASTM A53, Grade A and Grade B
- Standards: ASTM A53.
- Application: Grade A is suitable for general structural applications, while Grade B is intended for use in mechanical and pressure applications.
ASTM A53 steel pipe is titled Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless.
The ASTM A53 standard is a specification developed by ASTM International, formerly known as the American Society for Testing and Materials. ASTM A53 is titled “Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless.” This specification outlines the requirements for seamless and welded carbon steel pipes, both black and hot-dipped galvanized, intended for ordinary uses in conveying gas, steam, water, and air.
The ASTM A53 Steel Pipe is widely used in Construction, Oil and Gas Industry, Water Supply Systems, Mechanical and Pressure Applications, HVAC Systems, Piling and Foundation Projects, Fencing and Handrails, Automotive Industry and General Engineering etc. Grade A is suitable for general structural applications, while Grade B is intended for use in mechanical and pressure applications. The choice between seamless and electric resistance welded (ERW) pipes also depends on factors such as pressure requirements and cost considerations.
| Chemical Composition & Mechanical Properties of ASTM A53/ASME SA53 Grade A/Grade B | ||||||||||||||
| Steel Grade | C | Mn | P | S | Cu | Ni | Cr | Mo | V | Tensile Strength | Yield Strength | Elongation |
Delivery Condition |
|
| max. % | MPa | % | ||||||||||||
| TYPE S | Grade A | 0.25 | 0.95 | 0.05 | 0.045 | 0.4 | 0.4 | 0.4 | 0.15 | 0.08 | 330 min | 205 min | 20 | Annealed |
| Grade B | P | S | 0.05 | 0.045 | 0.4 | 0.4 | 0.4 | 0.15 | 0.08 | 415 min | 240 min | 20 | Annealed | |
| Product Name | ASTM A53 steel pipe is titled Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless. |
| Standards | ASTM A53/ASME SA53 |
| Sizes(OD) | OD (Outside Diameter) Range: DN50-DN250, 2"-10" |
| Nominal Wall Thickness | SCH5S SCH10S SCH10 SCH20 SCH30 SCH40 SCH60 SCH80 SCH100 SCH120 SCH140 SCH160 Sth XS XXS |
| Straight Length Range | 3000 mm – 16000 mm |
| Straightness | 1:1000 |
| Production Method | Steel bar - pierced shell - seamless steel tube by cold drawn / hot rolled |
| Certification | Mill test certificates will be issued according to EN10204.3.1 |
| Material Standard | The tubes Shall be Seamless, and the testing shall be as per A 450 / A450M. |
| Application | Application: apply to the heat exchangers, condensers and heat transfer equipment and similar pipe. |
| Inspection | All ASTM A53 steel pipe can accept third party inspection. |
| Package | Packed in wooden box or bundles protected with plastic paper, and suitably protected for sea-worthily delivery or as requested. |
| Marking | The Product marking shall include ASTM A53 type E/S/F manufacturer's name, Diameter and timetable (from 10 to 160 and XXS), ASTM A53 designation, Heat number, Pipe Length. |
| Delivery Time | 10-30 days for production |
Products Details
Automatic Punching Production Line
Production Range: OD40-90 mm
Cold Drawn Machine
Production Range: OD40-114 mm
Hydraulic Cold Drawn Machine
Production Range: OD90-275 mm
Steel pipe surface pre-treatment
Pickling, Phosphating and Saponification
Furnace
Normalizing Tempering
Honing Machine
Honing Machine & SRB Machining
CNC Machines
Fixed length, flush, chamfered
Alloy Steel Mechanical Tubing
Alloy Steel Mechanical Tubing
ASTM-A106-Grade-B-Seamless-Pipe-Packing
ASTM-A106-Grade-B-Seamless-Pipe-Packing
ASTM A192 Seamless Carbon Steel Tubes Packing
ASTM A192 Seamless Carbon Steel Tubes Packing
cold drawn seamless tubing packing
cold drawn seamless tubing packing
ASTM A179 Seamless Steel Tube Packing
ASTM A179 Seamless Steel Tube Packing
Test and Inspection during ASTM A53 Steel Pipe Production
During the production of ASTM A53 pipes, various tests and inspections are conducted to ensure that the pipes meet the specified requirements outlined in the ASTM A53 standard. These tests and inspections are crucial for ensuring the quality, integrity, and compliance of the pipes. Here are some common tests and inspections carried out during ASTM A53 pipe production:
Automotive Steel Pipe Blasted
For automotive use
automotive steel pipe fixed length
Fixed length
automotive steel pipe long
Fixed length
Automotive-Steel-Pipe
Automotive-Steel-Pipe
automotive-steel-pipes-packing
automotive-steel-pipes-packing
automotive-steel-tubes-chamfered
automotive-steel-tubes-chamfered
Heat-Exchanger-Pipes
Heat-Exchanger-Pipes
ASTM-A192-Seamless-Carbon-Steel-Tubes
ASTM-A192-Seamless-Carbon-Steel-Tubes
ASTM A192 Seamless Carbon Steel Tubes marks
Marks



